롤러는 압연공장에서 압연기의 가장 중요한 생산 도구로, 직접 압연 가공하여 압연 과정의 기본 공정인 금속의 소성 변형을 완료합니다. 제품 품질, 생산량, 경제적 이점 등과 직접적인 관련이 있습니다. 생산 공정에서 매우 중요한 요소입니다. 롤의 품질은 제품의 기계적 특성, 치수 정확도, 모양 및 표면 품질에 직접적인 영향을 미칩니다.그리고, 롤러의 품질 또한 생산량에 직접적인 영향을 미치게되는데, 예를 들어 롤러 교환 횟수가 증가하면 생산량을 직접적으로 감소시킬 수 있기 때문에 어떻게 롤을보다 훌륭하고 빠르게 가공하는 방법이 특히 중요합니다.
1. 롤러 분류와 경도
재료에 따라 주철 압연 롤러, 주강 압연롤, 단조강 압연 롤러와합금압연 롤러로 분류되며 경도는 표 1과 같습니다:
|
롤 재료 |
롤 타입 |
작업 층 경도 |
|
주철 |
(무제한) 냉장 주철 |
HSD60-70 |
|
고 니켈 크롬 |
HSD75-85 |
|
|
고 페로 크롬 |
HSD70-80 |
|
|
캐스트 스틸 |
고 탄소 반강 |
HSD55-70 |
|
고 크롬강 |
HSD70-78 |
|
|
고속철 |
HSD80-88 |
|
|
단조 스틸 |
합금 단조 스틸 (예 : 9Cr2Mo) |
HSD92-105 |
|
초경합금 |
텅스텐 카바이드 |
HRA83-87 |
2. 절삭 공구 가공과 가공 매개 변수의 선택
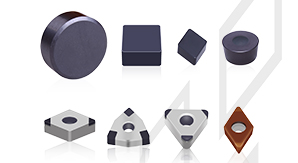
PCBN 제품의 성능을 개선하고 향상시키면서 PCBN 절삭 공구 프로세싱롤을 선택하는것이 현실이되었습니다. PCBN 인서트는 세라믹 블레이드보다 높은 경도, 내마모성, 충격 강도 및 내 충격성을 갖습니다.
①PCBN 인서트의 특성은 처리하기 어려운 롤러의 경도 및 강도와 일치합니다.
②공작 기계의 안정성과 성능 및 칩 형성 능력은 종종 절삭 매개 변수를 제한하는 요소입니다. 실천이 증명하듯이 가장 경제적인 절삭 매개 변수는 높은 이송 속도와 낮은 절삭 속도입니다.
③이송 속도의 선택은 절삭 깊이, 인서트 크기, 두께 및 모양과 관련이 있습니다.
④절삭 깊이 선택은 허락되는 상황하에서 큰 절삭 깊이를 선택하지만 공구로드 균형 조정에주의하여야 합니다
⑤절삭 속도의 선택은 절삭 속도와(공구 경로), 재료의 경도 및 강도와 관련이 있으며 일반적으로 저속에서 중속을 선택합니다. 공작물 속도가 높으면 공작물 구조의 균일 성과 열처리 후 변형과 같은 원심력으로 인해 진동이 발생하여 가공 오류가 발생하고 공구 수명이 단축됩니다.
실천을 통하여 FBN으로 제조 된 FBN 제품의 절삭 효율은 초경 ZK10UF의 2.38 배이며 공구의 내구성은 4.5 배 증가 하였음을 알 수 있습니다. 대형 공작 기계의 경우 30 분 이내에 공구를 자주 교체하면 공구 교환 시간이 많이 소요되어 생산 효율성이 매우 낮습니다. 절삭 매개 변수의 공식화는 공작 기계 강성, 공작물 형상, 공작물 소재, 공구 구조, 공구 재질, 공구 형상 각도 등과 같은 다양한 요소와 관련이 있습니다. 적절한 절삭 매개 변수를 선택하는 것이 롤의 정상적인 처리를 보장하는 효과적인 방법입니다.