1. 솔리드입방질화붕소(PCBN) 콤팩트 절단 개요
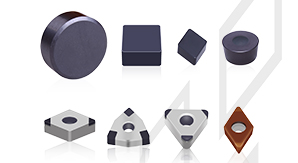
솔리드입방질화붕소(PCBN) 콤팩트는 고온 고압 조건에서 바인더를 통해 CBN 솔리드 입자와 WC 초경합금 매트릭스로 형성된 새로운 절삭 공구 재료입니다. 높은 안정성, 낮은 마찰 계수, 우수한 열전도 등의 장점이 있습니다. 절삭 공구 및 드릴 비트와 같은 내마모성 공구 제조에 이상적인 소재가되었습니다. 솔리드입방질화붕소(PCBN) 재료는 고온 저항성과 높은 경도의 특성을 가지고 있으며, 건식 선삭 경질 재료에 가장 적합하며 철 금속 가공 분야에서 점점 더 많은 응용을 하고 있습니다.
그러나 PCBN 콤팩트는 초 경질이며 가공하기 어려운 소재입니다. 기술의 지속적인 발전으로, 비접촉 방식의 레이저 절단은 다른 기하학적 모양을 절단할수있는 기계적 절단력이 점점 더 많은 관심을 끌고 있으며 PCBN 콤팩트 절단의 주요 가공 방법 중 하나가되었습니다. 레이저 가공 중에 레이저 출력, 펄스 주파수 및 절단 속도는 PCBN의 절단 품질에 중요한 영향을 미칩니다.
2. 레이저 절단 메커니즘 분석
PCBN의 절단 품질은 재료 표면의 레이저 에너지 밀도와 중요한 관계가 있습니다. 레이저 출력 및 절단 속도에 따라 재료의 단위 면적당 레이저 에너지가 얼마나 많이 확보되는지 결정됩니다. 레이저 스폿의 전력 밀도 I는 다음과 같이 표현할 수 있습니다:
공식에서 E는 단일 펄스 레이저 에너지, d는 스폿 직경, tp는 펄스 폭입니다.
펄스 폭과 주파수가 고정된 경우 출력 전력을 늘리면 레이저 빔의 전력 밀도가 증가 할 수 있습니다. 출력 밀도가 높을수록 가공 중에 기상 물질이 더 많이 생성되고 절단 폭과 깊이가 커질수록 단면 품질이 좋아져 후속 가공에도 도움이됩니다. 성능과 효율성이지만 과도한 전력으로 인한 치핑을 피해야합니다. 펄스 주파수가 증가함에 따라 단일 펄스 에너지가 감소하고 피크 전력이 감소하며 슬릿 폭 및 테이퍼가 감소합니다.
3. 레이저 가공의 영향 요인
1. 레이저 파워
레이저 에너지는 절단 공정의 주요 에너지 원이며 출력 수준은 절단 공정 중 에너지 밀도에 직접적인 영향을 미치며 레이저 출력은 슬릿 폭과 테이퍼에 중요한 영향을 미칩니다. 전력이 증가함에 따라 슬릿 폭이 증가하고 테이퍼가 감소하며 제거되는 재료의 양이 증가합니다.
2. 맥박 주파수
주파수가 증가함에 따라 슬릿 폭이 크게 감소하고 절단 테이퍼도 감소합니다. 펄스 주파수가 증가함에 따라 단일 펄스 에너지가 감소하고 스폿 오버랩이 증가하여 표면 절단 품질을 개선하고 균열을 줄이는데 중요한 역할을합니다.
3. 절삭 속도
레이저 절단 속도가 증가함에 따라, 슬릿 폭이 감소하는 경향이 있고, 절단 속도가 증가하고, 슬릿 테이퍼가 증가하고, 절단 품질이 저하됩니다. 레이저 작동 시간이 단축되고 에너지 밀도가 감소하며 재료의 에너지 소비가 적기 때문입니다. 절단 속도가 너무 빠르면 슬래그가 쉽게 청소되거나 절단되지 않습니다. 절단 속도가 너무 느리면 재료가 오버 버닝됩니다. 절삭 폭과 재료열 영향 영역이 너무 커서 절삭 품질이 낮고 생산 효율이 낮습니다.
4. 요약
레이저 출력과 절단 속도의 조합은 절단 라인 에너지의 양을 결정합니다. 라인 에너지를 적절하게 증가시키는 것은 절단 품질을 향상시키는 데 도움이되지만, 재료의 오버 버닝 및 에지 붕괴 현상을 피해야합니다. 펄스 주파수의 증가는 레이저 단일 펄스의 에너지를 감소시키고, 슬릿 폭 및 테이퍼를 감소시키고, 절단 품질을 향상시키는 데 유리합니다.